


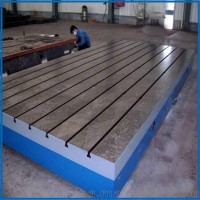






T型槽试验平台使用高强度铸铁HT200-300工作面硬度为HB170-240,经过两次回火处理,开槽铸铁平台的工作面采用刮削工艺,工作面上可加工V形、T形、U形槽和圆孔、长孔等,可用来固定动力机械设备。比如想:电机是检验铸铁平台,机床工作台,小型工作台等等。
使用T型槽试验平台的精度稳定,性能好。也是钳工工人用来调试设备,装配设备,维修设备的基础工作平面.那么,开槽铸铁平台,到底是怎么开槽呢?相信这也是作为采购商的您特别关注的一个问题:机械技术部和销售人员就针对这个问题,展开了一次小组讨论,然后总结出铸铁平台开槽的加工程序如下:
1.先按照所需尺寸划好线作为基准。
2.用比所需T槽小的铣刀铣到所需。
3.再用所需T槽开口同样大的铣刀铣到所需。
4.后用所需开口同样大的T型铣刀铣完即可。
这样加工完的铸铁平台T型槽能保证它的开口宽度,也能保证整个槽的直线度。那么,看到这些之后您是否也明白了所谓开槽铸铁平台就是您想要的T型槽试验平台呢?
T型槽试验平台生产出来后,又怎么来安装牢固呢,下面给大家介绍三种安装的方法。
1、地锚器安装:T型槽试验平台可以设计地锚器安装,先用户根据T型槽试验平台的图纸做好地和预埋孔,然后把地锚器放到提前设置的预留孔里,将T型槽试验平台调整水平。
2、垫铁安装:T型槽试验平台调至水平、负荷均匀分布于各支点上。环境温度(20±5)℃。使用时应避免振动。铸铁平台采用垫铁安装的优点,安装快捷、移动方便。
3、地脚螺栓安装(预留孔法):把设备就位,将孔洞打扫干净,将地脚螺栓放入孔中,设备**找正后再用比原础高的无收缩细石混凝土进行浇灌,捣固密实。
我们经常用得铸铁T型槽平台在正常的使用中可能会出现问题,例如裂纹、变形、锈迹、冷纹等都是比较长发生的,使用时间越长久,也就表示铸铁平板本身存在的问题会因为使用年限增加而增加、变形、锈迹等问题出现(注:裂纹出现的原因除使用不当外,还因为铸造过程中不规范造成,如将讲碳、硅含量以及在时效处理时因变快其冷却的速度,而导致因为时效处理不当而产生裂纹已经成为主要裂纹发生原因之一。)那么怎样的其避免T型槽试验平台冷纹发生的现象,怎样更好的养护好T型槽,以下是我整理出来的方法,
1、碳当量,应采用较高的碳当量,一般碳当量的比例会在:若材质为HT250,碳当量以3.95为准,HT300以3082为准,HT350以3.76为准,这是标准的碳当量,需要严格的进行把控
2、高硅碳比,需要保证将硅碳的比例控制在0.57-0.62之间,这样属于高碳、低硅的现象平衡时,铸铁铸铁T型槽平台不会轻易的发生问题。
3、锰硫比,一般在铸造的过程中,我们厂家会遵照锰硫比即Mn=1.71s+(0.2~0.3),一般偏差不会再0.36左右,一般会对HT250、HT300材质更加明显。
4、低合金化,一般采用wCu=0.4百分之~0.6百分之或者w(CU)0.2~0.4百分之,在合金元素的础上,除以上公式外,还可以加入的元素有sn、mo等











