

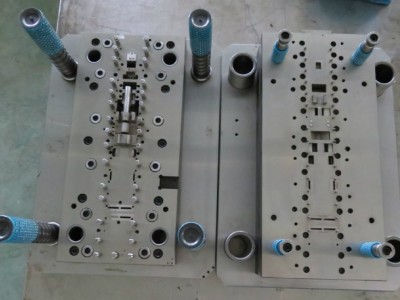







五金冲压模具制作流程
一.毛坯材料加工:
1铣六面对角尺寸,同一副模具材料长宽尺寸一致即可,厚度留0.2mm磨量(需淬火工件
-
磨上下两平面(需淬火工件留0.3mm)
-
机加工
-
1根据图纸别钻,攻各螺钉,牙孔及过孔穿丝孔等
2铣各漏料孔或成形部分
3热处理后,工件需磨上下两平面及基准边
4车加工各回转件,公差按图要求
所有销孔都不能先加工,需热处理的钻穿丝孔,其余都在装配,是配钻,铰
三 .线割
按图纸规定的配合要求线割各个成形部分,导柱,导套与模架紧配合,冲头与固定板过渡配合,销钉与各孔均为过渡配合。
-
捷凯—致力于冲压件定制加工10多年,积累了丰富的经验。
-
欢迎来图定制18203300581
