

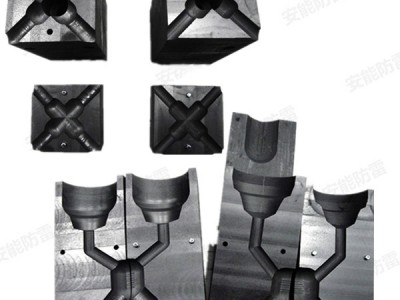







ANFL放热焊 接模具是放热焊 接另一个核心产品,能够重复使用,许多使用良好焊粉却未达到良好焊 接效果的项目就是因为使用了不合理的模具所致,模具由模具盖、模腔具、熔接腔、导流槽、模夹等几部分组成,能够承受铜、钢、铁等金属熔化温度,熔化金属流向、流速以及zui终形状比须经过科学严谨的设计,放热焊 接模具使用寿命一般在100次以上,部分型号寿命geng长,例如一字焊 接(特别是焊 接线、棒等圆柱体形状的导体),部分型号寿命略短,例如十字型模具,购买放热焊 接工器具前请核实具体需要焊 接什么形状的导体,规格是什么,(铜排是40×4 、40×5 、50×5 、60×6 或者期他规格铜缆是70mm2、95mm2、120mm2、150mm2、185mm2或者期他规格接地棒直径是Φ14.2Φ17.2Φ20Φ22或者期他规格),焊点形状是什么样(一字接T字接十字接水平的立体的)
放热焊 接过程(流程)
(1) 将导线及模具清洁干净,并用喷火剂预热去除水分,然后将导线放入熔模中,注意线端须在熔模忠新相碰.
(2) 闭合模夹,由注入孔查视,确定线端位置正确,然后放入金属片于埚底.
(3) 将焊粉倒入模具内,散布引火剂于焊粉表层.
(4) 留一点点火剂于模唇,然后盖上模具顶盖.
(5) 用点火抢从模边对准模唇的起火剂打火.(注意打火时操作人员不得站在模具开口处且比须戴上隔热手套,一旦熔粉被引燃,操作人员比须立即离开模具至少 1.5 米.)
(6) 引火剂着火时引发焊粉燃烧,燃烧结束后,待 10-20 秒金属凝固后,开启模具取出焊 接成功的导线.
(7) 清出模具矿渣以备再次焊 接作业.
放热焊 接按照被还原金属分类,主要分为铝基、铁基、铜基三种,铝基焊剂主要解决铝绞线及铝母线的焊 接,铁基焊剂主要解决轨道焊 接问题。例如,我们乘坐的gao tei、地铁不再颠簸主要就是因为钢轨之间由过去保留缝隙变为铁基焊 接,铜基焊粉主要解决接地及阴极保护铜、铜覆钢、钢铁之间的焊 接。 广泛用于发电厂、变电站、输电线路杆塔、机场、铁路、各种高层建筑、微波中继站、网络机房、石you化工厂、储油库等场所防雷接地、防静电接地、保护接地、工作接地等的焊 接。








起订价")
