

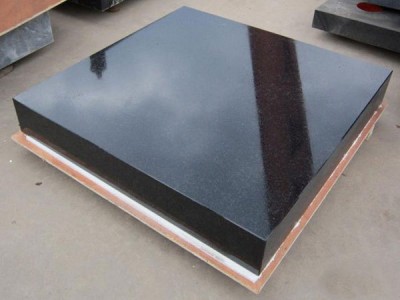





花岗石平台出产工序一般要严格采用《中华人民共和国机械行业尺度》JB/T7974—2000加工和出产。但是有时候还要根据用户的需求设计,在花岗石平台的 尺度和企业尺度及方箱的使用要求有出入的时候,可以根据实际中对方箱的需要进行特殊的设计,设计方箱的理念要本着以 低的本钱达到 好的使用效果, 好的使用效果还要达到出产和使用双方都有互惠互利的原则。
花岗石平台缺陷修复技术
刮研深度对振动实验平台使用寿命的影响是不可忽略的。JJG117-91检定规程对刮研深度没有做出规定,这无疑是一种缺陷。从使用的角度讲,在不致引起工件与振动花岗石平台平台发生研合的情况下。
热应力较大,比电弧焊 容易产生裂纹,同时线收缩产生裂纹倾向 大。由于裂纹倾向受喷焊时间、喷层厚度等因素影响,缺陷大小受到 限制,而且焊补的缺陷需清理干净,由于喷粉中含Fe量比例较高.
形成的喷层较电弧焊与母材的颜色 相近。但因具有 量的Ni,所以无法与母材颜色 接近,焊补后可以进行机械加工。 传统的喷焊、电弧焊工艺,焊补后易产生裂纹,工件易受热变形。
