








主要讲述了主运动的改造设计,在对变速系统的类型进行分析,变速系统分为无级变速和有级变速,而机械系统中常用的无级变速装置又有机械无级变速,液压无级变速和电气无级变速。而通过对有级变速分析得出,有级变速较广泛地应用于通用机床,尤其是中小型通用机床中。如果机械系统的执行件要求以某一固定的转速(速度)工作。通过对变速系统的分析提出了主轴部分的改造方案。得出了如下设计要求,普通车床在数控化改造时大部分情况下保留原主轴箱,不做改动或少做改动。
第六章其它部件的改造CA6140普通车床数控化改造,除了对进给系统X轴、Z轴传动组件(滚珠丝杠)装配图和零件进行设计;机床电气控制系统和原理图进行设计;数控装置、伺服装置、步进电机、,电动刀架选型及设计:还须对机床润滑部分,电控柜重新设计,对数控装置系统箱、机床防护罩等进行设计。
脉冲发生器——光栅编码器选型
车螺纹时,主轴转一圈,车刀移动一个螺距(单头
),主轴与丝杠应同步动作,为
保证每次吃刀都不乱扣,必须安装一个光电编码器。按要求编码器与主轴的传动比应为
1:1,由两个齿数均为50的塑料齿轮来实现,但由于车床结构不符合安装要求,只能
通过自制挂轮间接实现1:1的传动比要求。
6.1.2脉冲发生器概述

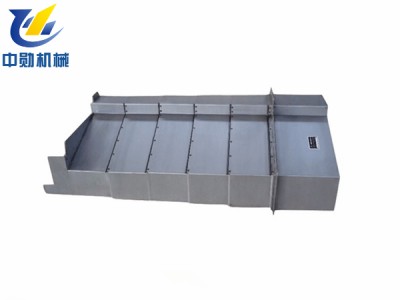
机床能否进行螺纹加工是主轴部分数控化改造的另一重要部分,传统车床加工螺纹时往往是通过挂轮组来完成,加工不同的螺纹则需不同的挂轮组,操作起来十分麻烦。改造时如图2,我们通常在主轴末端或挂轮架处增装一光电编码器,其转速与主轴转速一致,主轴转一周,光电码盘转一转,通过反馈给系统控制进给轴与主轴的同步性,从而加工出理想螺距的螺纹。根据其编码方式的不同,光电码盘可分为增量式光电码盘和式光电码盘,目前国内常用的为增量式光电码盘[6]。根据光电码盘上刻线条数可分为1024线、2048线等,我们常用的为1024线即可满足要求。6.1.3脉冲发生器——光栅编码器选型按照经济性改造方案,查阅脉冲发生器的相关产品,后选定HEDSS公司生产的光栅编码器,型号记为:
HKY2508一WOOIGSl2BZ3—5E。该公司是国际 的编码器模块、光栅、码盘及延伸产品的研发、制造商,采用德国技术,模块化生产。光栅编码器HKT—w是一种高性能、经济的两通道光电增量编码器。在与光栅盘一起使用时,这个模块可以检测旋转角度(位置),具有体积小,安装方便,分辨率范围宽,不要求信号调节,兼容TTL,具有两通道或者三通道正交输出。刀架部分的改造思路目前数控车床刀架基本为电动刀架,其特点是 更准确、迅速。老式传统车床刀架多为手动、液压驱动或少部分的电动,改造时可以根据需要对其加以更换。范围,如一些大型机床(立式车床、龙门刨床、镗床等)和数控机床以及数控纤维缠绕机,数控布带缠绕机等的主运动。而对于数控机床的直线进给运动,则要求在整个变速范围内为恒转矩,此时可通过简单的固定传动链与执行件相连来满足要求。有级变速传动系统由滑移齿轮、交换齿轮、交换皮带轮等变速传动副组成的传动系统可使执行件得到若干个所需要的转速,这种变速在范围内不能连续地变速,属于有级变速。它传递的功率大,变速范围宽,传动比准确,工作可靠,但有转速损失。有级变速较广泛地应用于通用机床,
